تنش پس ماند در فرایند تزریق پلاستیک
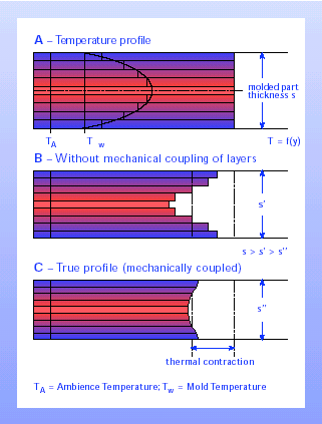
تنش پسماند موجب تغيير ابعاد قطعه در قالب ميشود. اگر بعد ضخامت يك قطعه را در نظر بگيريم، و آن را به لايههايي(Layers) تقسيم كنيم، همانطور كه در شكل صفحه قبل نشان داده شده است. منحني تغييرات درجهحرارت(Temperature profile) مانند قسمت A ميباشد. در قسمتهاي مركزي به علت فاصله از ديواره قالب، درجهحرارت بيشتر و نرخ سرد شدن كمتر است. بنابراين هرچه به سمت مركز قطعه حركت ميكنيم، ميزان Shrinkage بيشتر خواهد بود. اگر فرض كنيم كه اين لايهها هيچ گونه وابستگي به يكديگر ندارند، بعد از انجماد ترتيب لايه ها مانند قسمت B خواهد بود. اما واقعيت اين است كه اين لايهها بر يكديگر اثر ميگذارند و جدا از يكديگر نيستند. در نتيجه لايههاي داخلي كه ديرتر منجمد شده و Shrinkage بيشتري دارند، در حالت كشش قرار گرفته و لايههاي خارجي فشرده ميشوند. ترتيب واقعي لايهها مطابق قسمت C ميباشد. اثر لايهها بر يكديگر موجب ميشود كه Shrinkage در جهت طولي و عرضي به سختي انجام گيرد. ولي Shrinkage در جهت ضخامت قيد خاصي ندارد. به همين علت است كه Shrinkage در جهت ضخامت همواره بيشتر از دو جهت ديگر است.
منبع: جزوه درسی دکتر رضاوند